|
|
Post by LWPD on Nov 20, 2012 19:49:26 GMT -5
The McKinsey Global Institute recently released an extensive report on manufacturing trends world wide. The study shows that future American manufacturing will see gains in productivity, but will produce less in the way of jobs. The employment that is produced, will require higher applicable levels of skill than jobs from days past, and in that will come great challenges ahead. You can read the full report here: Courtesy of McKinsey Global Institute
Manufacturing the future: The next era of global growth and innovation (November 2012)
by James Manyika, Jeff Sinclair, Richard Dobbs, Gernot Strube, Louis Rassey, Jan Mischke, Jaana Remes, Charles Roxburgh, Katy George, David O'Halloran and Sreenivas Ramaswamy
PDF Report (184 pages)Courtesy of Maudlin Economics
Where Will the Jobs Come From?
By John MauldinFor the last year, as I travel around, it seems a main topic of conversation is “Where will my kids find jobs?” It is a topic I am all too familiar with. Where indeed? Youth unemployment in the US is 17.1%. If you are in Europe the problem is even more pronounced. The basket case that is Greece has youth unemployment of 58%, and Spain is close at 55%. Portugal is at 36% and in Italy it’s 35%. France is over 25%. Is this just a cyclical symptom of the credit crisis? Much of it clearly is, but I think there is something deeper at work here, an underlying tectonic shift in the foundation of employment. And that means that before we see a true recovery in the unemployment rate, there must be a shift in how we think about work and training for the future of employment.
The Next Bubble
Let’s look at a few facts put forth by the Young Entrepreneur Council from their list of 43 (available here):
· 1 out of 2 college grads – about 1.5 million, or about 53.6 percent, of bachelor’s degree holders age 25 or younger – were unemployed or underemployed in 2011.
· For high school grads (age 17-20), the unemployment rate was 31.1 percent from April 2011-March 2012; underemployment was 54 percent.
· For young college grads (age 21-24), unemployment was 9.4 percent last year, while underemployment was 19.1 percent.
· According to some researchers, up to 95 percent of job positions lost occurred in low-tech, middle-income jobs like bank tellers. Gains in jobs are going to workers at the top or the bottom, not in the middle.
· More college graduates are getting low-level jobs, period. U.S. bachelor’s degree holders are more likely to wait tables, tend bar or become food-service helpers than to be employed as engineers, physicists, chemists or mathematicians combined – 100,000 versus 90,000.
· According to new U.S. government projections, only three of the 30 occupations with the largest projected number of job openings in the next eight years will require a bachelor’s degree or higher. Most job openings by 2020 will be in low-wage professions like retail sales, fast food and truck driving.
While there may not be a bubble in education, there is definitely a growing debt bubble in student loans. More than 1/3 of young Americans of college age went back to school because of the economy, and in doing so have contributed to the $1 trillion in student loans. People are clearly going back to school and taking out loans as a way to make ends meet. The average college graduate has $25,000 in debt. Default rates are up 31% in the last two years. Student loans are relatively easy to get. They are like the old NINJA subprime mortgage loans available toward the end of the housing bubble: “No income, no job, no assets.” And they are just as likely to end up in default. But Congress recently passed new bankruptcy laws, and unlike housing loans, student loans cannot be discharged in a bankruptcy. The law of compound interest means that borrowers, mostly young, will be paying back this debt for many, many years.
We have told our children that education is their ticket to a better life. And the data still shows that there is a clear advantage to having a college degree. But our recent experience suggests that not all college degrees are created equal.
Tom Friedman, writing in this weekend’s New York Times, highlights the problem of education and jobs. He quotes Traci Tapani, who with her sister runs a sheet metal company in Wyoming with 55 employees.
“About 2009,” she explained, “when the economy was collapsing and there was a lot of unemployment, we were working with a company that got a contract to armor Humvees,” so her 55-person company “had to hire a lot of people. I was in the market looking for 10 welders. I had lots and lots of applicants, but they did not have enough skill to meet the standard for armoring Humvees. Many years ago, people learned to weld in a high school shop class or in a family business or farm, and they came up through the ranks and capped out at a certain skill level. They did not know the science behind welding,” so could not meet the new standards of the U.S. military and aerospace industry.
“They could make beautiful welds,” she said, “but they did not understand metallurgy, modern cleaning and brushing techniques” and how different metals and gases, pressures and temperatures had to be combined. Moreover, in small manufacturing businesses like hers, explained Tapani, “unlike a Chinese firm that does high-volume, low-tech jobs, we do a lot of low-volume, high-tech jobs, and each one has its own design drawings. So a welder has to be able to read and understand five different design drawings in a single day.”
[She ended up training her new potential employees and eventually was able to train someone to train welders.] But even getting the right raw recruits is not easy. Welding “is a $20-an-hour job with health care, paid vacations and full benefits,” said Tapani, “but you have to have science and math. I can’t think of any job in my sheet metal fabrication company where math is not important. If you work in a manufacturing facility, you use math every day; you need to compute angles and understand what happens to a piece of metal when it’s bent to a certain angle.”
Who knew? Welding is now a STEM job – that is, a job that requires knowledge of science, technology, engineering and math.
Employers across America will tell you similar stories. It’s one reason we have three million open jobs around the country but 8 percent unemployment. We’re in the midst of a perfect storm: a Great Recession that has caused a sharp increase in unemployment and a Great Inflection – a merger of the information technology revolution and globalization that is simultaneously wiping out many decent-wage, middle-skilled jobs, which were the foundation of our middle class, and replacing them with decent-wage, high-skilled jobs. Every decent-paying job today takes more skill and more education, but too many Americans aren’t ready. This problem awaits us after the “fiscal cliff.’”
A Hollow Powerhouse
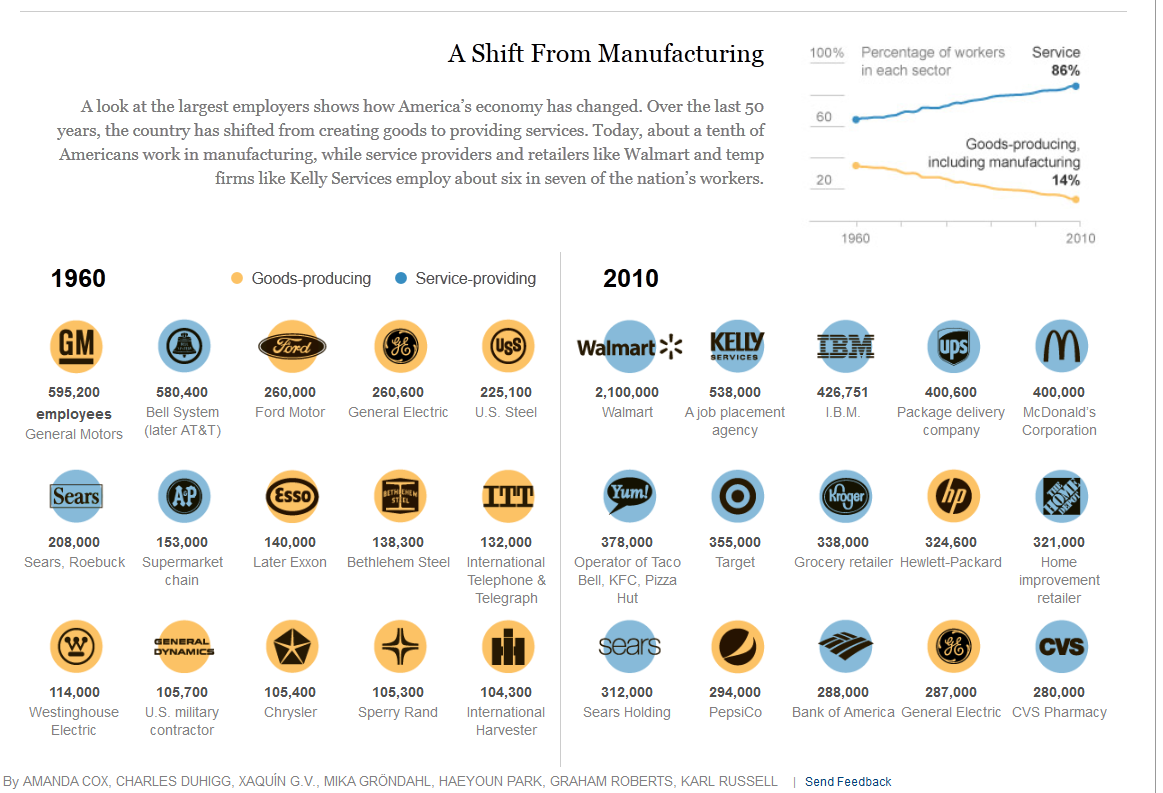
There is a continual complaint that US manufacturing has been “hollowed out.” Where manufacturing jobs once were tickets to the middle-class lifestyle, there are now fewer and fewer such jobs available. Indeed, the next chart shows that manufacturing jobs are down almost 40% from the peak in 1978 and back to roughly where they were during World War II.
Yet the number of manufacturing employees doesn’t tell the whole story. The US is still the number one manufacturing country in the world. We are an export powerhouse. Indeed, the growth of exports in the last 20 years has been nothing short of phenomenal. Exports have doubled and then doubled again. Total manufacturing in the US has almost come back to where it was prior to the Great Recession. Productivity in the last 20 years is up over 50%. We are producing as much as or more than we did in the past but with far fewer people. Taken alone, US manufacturing would be the ninth largest economy in the world. See the next three charts:
The chart below shows the average growth in productivity over various periods during the last 65 years. Note that after the postwar boom productivity growth fell and then began to increase again, up until the Great Recession. Greenspan was right to call it the Productivity Miracle.
We’ve Seen This (Manufacturing) Movie Before
At the dawn of the 19th century, farmworkers were somewhere between 75% and 80% of the entire labor force (http://www.nber.org/chapters/c8007.pdf). That number was still over 50% in 1860. It was not just the Industrial Revolution that increased the number of manufacturing workers in the US, it was an agricultural productivity revolution that allowed more food to be produced by fewer people. Even so, productivity growth was not all that exceptional in the first 60 years of the 19th century.
But that was then and this is now. Today the percentage of the labor force employed in agriculture is less than 2%. Agricultural productivity is up some 16 times since 1880, but we barely have more than two million people working on the farm, about the number working in agriculture in 1820.
The Industrial Revolution and the shift to a manufacturing economy was clearly disruptive to employment. Yet who would advocate going back even 40 years to when the farm labor force was three times the relative size it is today? Especially if you had to be the farm labor? Been there, done that. Not interested in hoeing spuds.
A Manufacturing Renaissance
Just as agricultural output per worker has increased dramatically over time, I think that in the next 40 to 50 years we will see massive gains in manufacturing output without an accompanying large increase in manufacturing jobs. Companies are beginning to bring manufacturing back to the US because automation, robotics, and other new technology make it cheaper to manufacture products locally than to use inexpensive labor in other countries. I am told that Foxconn (in China) is beginning to use robotic manufacturing lines. When Foxconn is turning to robots rather than cheap labor, you know there is a revolution in the offing.
Yet even the manufacturing jobs that are left will not demand a “college degree.” They will require serious skills and technical know-how, but that is different from the typical college degree. That is not to say college education will not be useful, but it is increasingly going to have to be an education that has a focus and goal of a marketable skill.
What is going to be needed is the creation of brand-new industries, as well as the unleashing of the entrepreneurial skills of the younger generation. Small business is the engine of growth for jobs. It seems that all politicians can do is talk about the need to create jobs, yet the reality is that government doesn’t create jobs. It can create the conditions in which jobs are created, but it is up to the individual businessman (or, increasingly, businesswoman) to make a decision to hire additional workers.
My friend Bill Dunkelberg is the chief economist for the National Federation of Independent Businesses. He’s been doing regular surveys since at least 1974. His latest monthly survey shows that businesses are not terribly optimistic in terms of their plans to increase employment, which should be no surprise. The number one problem? Uncertainty.
Let’s hope that our political leaders can give us a little more certainty and that it will not be the certainty of a recession. |
|
|
|
Post by LWPD on Nov 27, 2012 20:26:39 GMT -5
This NY Times article takes a close look at the current manufacturing skills gap vs American wage expectations. Over the past twelve years, close to six million U.S. manufacturing jobs have left the country. Many were outsourced abroad, while others fell victim to technological automation. The jobs of the future not only require proficiency in math and science, but they pay lower salaries than many entry level service sector alternatives. The lack of financial payoff creates little incentive for those in the workforce to invest the time and money it would take to acquire the skill set manufacturers are looking for. Quite a conundrum. Courtesy of NY Times
Skills Don’t Pay the Bills
By Adam DavidsonEarlier this month, hoping to understand the future of the moribund manufacturing job market, I visited the engineering technology program at Queensborough Community College in New York City. I knew that advanced manufacturing had become reliant on computers, yet the classroom I visited had nothing but computers. As the instructor Joseph Goldenberg explained, today’s skilled factory worker is really a hybrid of an old-school machinist and a computer programmer. Goldenberg’s intro class starts with the basics of how to use cutting tools to shape a raw piece of metal. Then the real work begins: students learn to write the computer code that tells a machine how to do it much faster.
Deep thoughts this week:
1. There is no skills gap.
2. Who will operate a highly sophisticated machine for $10 an hour?
3. Not a lot of people.
4. As a result, there is going to be a skills gap.
It’s the Economy
Nearly six million factory jobs, almost a third of the entire manufacturing industry, have disappeared since 2000. And while many of these jobs were lost to competition with low-wage countries, even more vanished because of computer-driven machinery that can do the work of 10, or in some cases, 100 workers. Those jobs are not coming back, but many believe that the industry’s future (and, to some extent, the future of the American economy) lies in training a new generation for highly skilled manufacturing jobs — the ones that require people who know how to run the computer that runs the machine.
This is partly because advanced manufacturing is really complicated. Running these machines requires a basic understanding of metallurgy, physics, chemistry, pneumatics, electrical wiring and computer code. It also requires a worker with the ability to figure out what’s going on when the machine isn’t working properly. And aspiring workers often need to spend a considerable amount of time and money taking classes like Goldenberg’s to even be considered. Every one of Goldenberg’s students, he says, will probably have a job for as long as he or she wants one.
And yet, even as classes like Goldenberg’s are filled to capacity all over America, hundreds of thousands of U.S. factories are starving for skilled workers. Throughout the campaign, President Obama lamented the so-called skills gap and referenced a study claiming that nearly 80 percent of manufacturers have jobs they can’t fill. Mitt Romney made similar claims. The National Association of Manufacturers estimates that there are roughly 600,000 jobs available for whoever has the right set of advanced skills.
Eric Isbister, the C.E.O. of GenMet, a metal-fabricating manufacturer outside Milwaukee, told me that he would hire as many skilled workers as show up at his door. Last year, he received 1,051 applications and found only 25 people who were qualified. He hired all of them, but soon had to fire 15. Part of Isbister’s pickiness, he says, comes from an avoidance of workers with experience in a “union-type job.” Isbister, after all, doesn’t abide by strict work rules and $30-an-hour salaries. At GenMet, the starting pay is $10 an hour. Those with an associate degree can make $15, which can rise to $18 an hour after several years of good performance. From what I understand, a new shift manager at a nearby McDonald’s can earn around $14 an hour.
The secret behind this skills gap is that it’s not a skills gap at all. I spoke to several other factory managers who also confessed that they had a hard time recruiting in-demand workers for $10-an-hour jobs. “It’s hard not to break out laughing,” says Mark Price, a labor economist at the Keystone Research Center, referring to manufacturers complaining about the shortage of skilled workers. “If there’s a skill shortage, there has to be rises in wages,” he says. “It’s basic economics.” After all, according to supply and demand, a shortage of workers with valuable skills should push wages up. Yet according to the Bureau of Labor Statistics, the number of skilled jobs has fallen and so have their wages.
In a recent study, the Boston Consulting Group noted that, outside a few small cities that rely on the oil industry, there weren’t many places where manufacturing wages were going up and employers still couldn’t find enough workers. “Trying to hire high-skilled workers at rock-bottom rates,” the Boston Group study asserted, “is not a skills gap.” The study’s conclusion, however, was scarier. Many skilled workers have simply chosen to apply their skills elsewhere rather than work for less, and few young people choose to invest in training for jobs that pay fast-food wages. As a result, the United States may soon have a hard time competing in the global economy. The average age of a highly skilled factory worker in the U.S. is now 56. “That’s average,” says Hal Sirkin, the lead author of the study. “That means there’s a lot who are in their 60s. They’re going to retire soon.” And there are not enough trainees in the pipeline, he said, to replace them.
One result, Sirkin suggests, is that the fake skills gap is threatening to create a real skills gap. Goldenberg, who has taught for more than 20 years, is already seeing it up close. Few of his top students want to work in factories for current wages.
Isbister is seeing the other side of this decision making. He was deeply frustrated when his company participated in a recent high-school career fair. Any time a student expressed interest in manufacturing, he said, “the parents came over and asked: ‘Are you going to outsource? Move the jobs to China?’ ” While Isbister says he thinks that his industry suffers from a reputation problem, he also admitted that his answer to a nervous parent’s question is not reassuring. The industry is inevitably going to move some of these jobs to China, or it’s going to replace them with machines. If it doesn’t, it can’t compete on a global level.
It’s easy to understand every perspective in this drama. Manufacturers, who face increasing competition from low-wage countries, feel they can’t afford to pay higher wages. Potential workers choose more promising career paths. “It’s individually rational,” says Howard Wial, an economist at the Brookings Institution who specializes in manufacturing employment. “But it’s not socially optimal.” In earlier decades, Wial says, manufacturing workers could expect decent-paying jobs that would last a long time, and it was easy to match worker supply and demand. Since then, with the confluence of computers, increased trade and weakened unions, the social contract has collapsed, and worker-employer matches have become harder to make. Now workers and manufacturers “need to recreate a system” — a new social contract — in which their incentives are aligned.
In retrospect, the post-World War II industrial model did a remarkably good job of supporting a system in which an 18-year-old had access to on-the-job training that was nearly certain to pay off over a long career. That system had its flaws — especially a shared complacency that left manufacturers and laborers unprepared for global trade and technological change. Manufacturers, of course, have responded over the past 20 years by dismantling it. Yet Isbister’s complaint suggests some hope — that there’s a lack of skilled workers; that factory layoffs overshot, and now need a reversal. As we talked, it became clear that Isbister’s problem is part of a larger one. Isbister told me that he’s ready to offer training to high-school graduates, some of whom, he says, will eventually make good money. The problem, he finds, is that far too few graduate high school with the basic math and science skills that his company needs to compete. As he spoke, I realized that this isn’t a narrow problem facing the manufacturing industry. The so-called skills gap is really a gap in education, and that affects all of us. |
|
|
|
Post by LWPD on Dec 3, 2012 20:31:13 GMT -5
Here is another piece to the complex puzzle that is the future of manufacturing in America. A look at the phenomena of 'insourcing', what it is and why its happening. Courtesy of The Atlantic
The Insourcing Boom
By Charles Fishman
After years of offshore production, General Electric is moving much of its far-flung appliance-manufacturing operations back home. It is not alone. An exploration of the startling, sustainable, just-getting-started return of industry to the United States.For much of the past decade, General Electric’s storied Appliance Park, in Louisville, Kentucky, appeared less like a monument to American manufacturing prowess than a memorial to it.
The very scale of the place seemed to underscore its irrelevance. Six factory buildings, each one the size of a large suburban shopping mall, line up neatly in a row. The parking lot in front of them measures a mile long and has its own traffic lights, built to control the chaos that once accompanied shift change. But in 2011, Appliance Park employed not even a tenth of the people it did in its heyday. The vast majority of the lot’s spaces were empty; the traffic lights looked forlorn.
In 1951, when General Electric designed the industrial park, the company’s ambition was as big as the place itself; GE didn’t build an appliance factory so much as an appliance city. Five of the six factory buildings were part of the original plan, and early on Appliance Park had a dedicated power plant, its own fire department, and the first computer ever used in a factory. The facility was so large that it got its own ZIP code (40225). It was the headquarters for GE’s appliance division, as well as the place where just about all of the appliances were made.
By 1955, Appliance Park employed 16,000 workers. By the 1960s, the sixth building had been built, the union workforce was turning out 60,000 appliances a week, and the complex was powering the explosion of the U.S. consumer economy.
The arc that followed is familiar. Employment kept rising through the ’60s, but it peaked at 23,000 in 1973, 20 years after the facility first opened. By 1984, Appliance Park had fewer employees than it did in 1955. In the midst of labor battles in the early ’90s, GE’s iconic CEO, Jack Welch, suggested that it would be shuttered by 2003. GE’s current CEO, Jeffrey Immelt, tried to sell the entire appliance business, including Appliance Park, in 2008, but as the economy nosed over, no one would take it. In 2011, the number of time-card employees—the people who make the appliances—bottomed out at 1,863. By then, Appliance Park had been in decline for twice as long as it had been rising.
Yet this year, something curious and hopeful has begun to happen, something that cannot be explained merely by the ebbing of the Great Recession, and with it the cyclical return of recently laid-off workers. On February 10, Appliance Park opened an all-new assembly line in Building 2—largely dormant for 14 years—to make cutting-edge, low-energy water heaters. It was the first new assembly line at Appliance Park in 55 years—and the water heaters it began making had previously been made for GE in a Chinese contract factory.
On March 20, just 39 days later, Appliance Park opened a second new assembly line, this one in Building 5, to make new high-tech French-door refrigerators. The top-end model can sense the size of the container you place beneath its purified-water spigot, and shuts the spigot off automatically when the container is full. These refrigerators are the latest versions of a style that for years has been made in Mexico.
Another assembly line is under construction in Building 3, to make a new stainless-steel dishwasher starting in early 2013. Building 1 is getting an assembly line to make the trendy front-loading washers and matching dryers Americans are enamored of; GE has never before made those in the United States. And Appliance Park already has new plastics-manufacturing facilities to make parts for these appliances, including simple items like the plastic-coated wire racks that go in the dishwashers.
In the midst of this revival, Immelt made a startling assertion. Writing in Harvard Business Review in March, he declared that outsourcing is “quickly becoming mostly outdated as a business model for GE Appliances.” Just four years after he tried to sell Appliance Park, believing it to be a relic of an era GE had transcended, he’s spending some $800 million to bring the place back to life. “I don’t do that because I run a charity,” he said at a public event in September. “I do that because I think we can do it here and make more money.”
Immelt hasn’t just changed course; he’s pirouetted.
What has happened? Just five years ago, not to mention 10 or 20 years ago, the unchallenged logic of the global economy was that you couldn’t manufacture much besides a fast-food hamburger in the United States. Now the CEO of America’s leading industrial manufacturing company says it’s not Appliance Park that’s obsolete—it’s offshoring that is.
Why does it suddenly make irresistible business sense to build not just dishwashers in Appliance Park, but dishwasher racks as well?
In the 1960s, as the consumer-product world we now live in was booming, the Harvard economist Raymond Vernon laid out his theory of the life cycle of these products, a theory that predicted with remarkable foresight the global production of goods 20 years later. The U.S. would have an advantage making new, high-value products, Vernon wrote, because of its wealth and technological prowess; it made sense, at first, for engineers, assembly workers, and marketers to work in close proximity—to each other and to consumers—the better to get quick feedback, and to tweak product design and manufacture appropriately. As the market grew, and the product became standardized, production would spread to other rich nations, and competitors would arise. And then, eventually, as the product fully matured, its manufacture would shift from rich countries to low-wage countries. Amidst intensifying competition, cost would become the predominant concern, and because the making and marketing of the product were well understood, there would be little reason to produce it in the U.S. anymore.
Vernon’s theory has been borne out again and again over the years. Amana, for instance, introduced the first countertop microwave—the Radarange, made in Amana, Iowa—in 1967, priced at $495. Today you can buy a microwave at Walmart for $49 (the equivalent of a $7 price tag on a 1967 microwave)—and almost all the ones you’ll see there, a variety of brands and models, will have been shipped in from someplace where hourly wages have historically been measured in cents rather than dollars.
Outsourcing, says Jeffrey Immelt, is quickly becoming “outdated as a business model for GE Appliances.”
But beginning in the late 1990s, something happened that seemed to short-circuit that cycle. Low-wage Chinese workers had by then flooded the global marketplace. (Even as recently as 2000, a typical Chinese factory worker made 52 cents an hour. You could hire 20 or 30 workers overseas for what one cost in Appliance Park.) And advances in communications and information technology, along with continuing trade liberalization, convinced many companies that they could skip to the last part of Vernon’s cycle immediately: globalized production, it appeared, had become “seamless.” There was no reason design and marketing could not take place in one country while production, from the start, happened half a world away.
You can see this shift in America’s jobs data. Manufacturing jobs peaked in 1979 at 19.6 million. They drifted down slowly for the next 20 years—over that span, the impact of offshoring and the steady adoption of labor-saving technologies was nearly offset by rising demand and the continual introduction of new goods made in America. But since 2000, these jobs have fallen precipitously. The country lost factory jobs seven times faster between 2000 and 2010 than it did between 1980 and 2000.
Until very recently, this trend looked inexorable—and the significance of the much-vaunted increase in manufacturing jobs since the depths of the recession seemed easy to dismiss. Only 500,000 factory jobs were created between their low, in January 2010, and September 2012—a tiny fraction of the almost 6 million that were lost in the aughts. And much of that increase, at first blush, might appear to be nothing more than the natural (but ultimately limited) return of some of the jobs lost in the recession itself.
Yet what’s happening at GE, and elsewhere in American manufacturing, tells a different and more optimistic story—one that suggests the curvature of Vernon’s product cycle may be changing once again, this time in a way that might benefit U.S. industry, and the U.S. economy, quite substantially in the years to come.
The GeoSpring water heater—the one that just came home to Louisville from China—looks a little like R2‑D2, the Star Wars robot, although taller and slimmer. It has a long gray body, and a short top section—the brains—in gray or bright red, with a touch-pad control panel.
The magic is in that head: GE has put a small heat pump up there, and the GeoSpring pulls ambient heat from the air to help heat water. As a result, the GeoSpring uses some 60 percent less electricity than a typical water heater. (You can also control it using your iPhone.)
The GeoSpring is the kind of product we’ve come to expect will arrive on a boat from China—not much more than a curve of rolled steel, some pipes and heating elements, a circuit board, a coat of paint, and a cardboard box. And for the first two and a half years that GE sold the GeoSpring, that’s exactly where it came from.
At Appliance Park, this model of production—designed at home, produced abroad—had been standard for years. For the GeoSpring, it seemed both a victory and a vulnerability. The GeoSpring is an innovative product in a mature category—and offshore production, from the start, appeared to provide substantial cost savings. But making it in China also meant risking that it might be knocked off. And so in 2009, even as they were rolling it out, the folks at Appliance Park were doing the math on bringing it home.
Even then, changes in the global economy were coming into focus that made this more than just an exercise—changes that have continued to this day.
Oil prices are three times what they were in 2000, making cargo-ship fuel much more expensive now than it was then.
The natural-gas boom in the U.S. has dramatically lowered the cost for running something as energy-intensive as a factory here at home. (Natural gas now costs four times as much in Asia as it does in the U.S.)
In dollars, wages in China are some five times what they were in 2000—and they are expected to keep rising 18 percent a year.
American unions are changing their priorities. Appliance Park’s union was so fractious in the ’70s and ’80s that the place was known as “Strike City.” That same union agreed to a two-tier wage scale in 2005—and today, 70 percent of the jobs there are on the lower tier, which starts at just over $13.50 an hour, almost $8 less than what the starting wage used to be.
U.S. labor productivity has continued its long march upward, meaning that labor costs have become a smaller and smaller proportion of the total cost of finished goods. You simply can’t save much money chasing wages anymore.
So much has changed that GE executives came to believe the GeoSpring could be made profitably at Appliance Park without increasing the price of the water heater. “First we said, ‘Let’s just bring it back here and build the exact same thing,’ ” says Kevin Nolan, the vice president of technology for GE Appliances.
But a problem soon became apparent. GE hadn’t made a water heater in the United States in decades. In all the recent years the company had been tucking water heaters into American garages and basements, it had lost track of how to actually make them.
The GeoSpring in particular, Nolan says, has “a lot of copper tubing in the top.” Assembly-line workers “have to route the tubes, and they have to braze them—weld them—to seal the joints. How that tubing is designed really affects how hard or easy it is to solder the joints. And how hard or easy it is to do the soldering affects the quality, of course. And the quality of those welds is literally the quality of the hot-water heater.” Although the GeoSpring had been conceived, designed, marketed, and managed from Louisville, it was made in China, and, Nolan says, “We really had zero communications into the assembly line there.”
To get ready to make the GeoSpring at Appliance Park, in January 2010 GE set up a space on the factory floor of Building 2 to design the new assembly line. No products had been manufactured in Building 2 since 1998. An old GE range assembly line still stood there; after a feud with union workers, that line had been shut down so abruptly that the GeoSpring team found finished oven doors still hanging from conveyors 30 feet overhead. The GeoSpring project had a more collegial tone. The “big room” had design engineers assigned to it, but also manufacturing engineers, line workers, staff from marketing and sales—no management-labor friction, just a group of people with different perspectives, tackling a crucial problem.
“We got the water heater into the room, and the first thing [the group] said to us was ‘This is just a mess,’ ” Nolan recalls. Not the product, but the design. “In terms of manufacturability, it was terrible.”
The GeoSpring suffered from an advanced-technology version of “IKEA Syndrome.” It was so hard to assemble that no one in the big room wanted to make it. Instead they redesigned it. The team eliminated 1 out of every 5 parts. It cut the cost of the materials by 25 percent. It eliminated the tangle of tubing that couldn’t be easily welded. By considering the workers who would have to put the water heater together—in fact, by having those workers right at the table, looking at the design as it was drawn—the team cut the work hours necessary to assemble the water heater from 10 hours in China to two hours in Louisville.
In the end, says Nolan, not one part was the same.
So a funny thing happened to the GeoSpring on the way from the cheap Chinese factory to the expensive Kentucky factory: The material cost went down. The labor required to make it went down. The quality went up. Even the energy efficiency went up.
GE wasn’t just able to hold the retail sticker to the “China price.” It beat that price by nearly 20 percent. The China-made GeoSpring retailed for $1,599. The Louisville-made GeoSpring retails for $1,299.
Time-to-market has also improved, greatly. It used to take five weeks to get the GeoSpring water heaters from the factory to U.S. retailers—four weeks on the boat from China and one week dockside to clear customs. Today, the water heaters—and the dishwashers and refrigerators—move straight from the manufacturing buildings to Appliance Park’s warehouse out back, from which they can be delivered to Lowe’s and Home Depot. Total time from factory to warehouse: 30 minutes.
For years, too many American companies have treated the actual manufacturing of their products as incidental—a generic, interchangeable, relatively low-value part of their business. If you spec’d the item closely enough—if you created a good design, and your drawings had precision; if you hired a cheap factory and inspected for quality—who cared what language the factory workers spoke?
This sounded good in theory. In practice, it was like writing a cookbook without ever cooking.
Lou Lenzi now heads design for all GE appliances, with a team of 25. But for years he worked for Thomson Consumer Electronics, which made small appliances—TVs, DVD players, telephones—with the GE logo on them. Thomson was an outsource shop. It designed stuff, then hired factories to make much of that stuff. Price was what mattered.
“What we had wrong was the idea that anybody can screw together a dishwasher,” says Lenzi. “We thought, ‘We’ll do the engineering, we’ll do the marketing, and the manufacturing becomes a black box.’ But there is an inherent understanding that moves out when you move the manufacturing out. And you never get it back.”
It happens slowly. When you first send the toaster or the water heater to an overseas factory, you know how it’s made. You were just making it—yesterday, last month, last quarter. But as products change, as technologies evolve, as years pass, as you change factories to chase lower labor costs, the gap between the people imagining the products and the people making them becomes as wide as the Pacific.
What is only now dawning on the smart American companies, says Lenzi, is that when you outsource the making of the products, “your whole business goes with the outsourcing.” Which raises a troubling but also thrilling prospect: the offshoring rush of the past decade or more—one of the signature economic events of our times—may have been a mistake.
Business practices are prone to fads, and in hindsight, the rush to offshore production 10 or 15 years ago looks a little extreme. The distance across the Pacific Ocean was as wide then as it is now, and the speed of cargo ships was just as slow. A lot of the very good reasons for bringing factories back to the U.S. today were potent arguments against offshoring in the first place.
It was important to innovate, and to protect innovations, 10 or 15 years ago. It was important to have designers, engineers, and assembly-line workers talk to each other then, too. That companies spent the past two decades ignoring those things just shows the power of price, even for people who should be able to take a broader view.
“There was a herd mentality to the offshoring. And there was some bullshit.” Many of the biggest costs were hidden.
Harry Moser, an MIT-trained engineer, spent decades running a business that made machine tools. After retiring, he started an organization called the Reshoring Initiative in 2010, to help companies assess where to make their products. “The way we see it,” says Moser, “about 60 percent of the companies that offshored manufacturing didn’t really do the math. They looked only at the labor rate—they didn’t look at the hidden costs.” Moser believes that about a quarter of what’s made outside the U.S. could be more profitably made at home.
“There was a herd mentality to the offshoring,” says John Shook, a manufacturing expert and the CEO of the Lean Enterprise Institute, in Cambridge, Massachusetts. “And there was some bullshit. But it was also the inability to see the total costs—the engineers in the U.S. and factory managers in China who can’t talk to each other; the management hours and money flying to Asia to find out why the quality they wanted wasn’t being delivered. The cost of all that is huge.”
But many of those hidden costs come later. In the first blush of cheap manufacturing, it’s easy to overlook the slow loss of your own skills, the gradual homogenization of your products, the corrosion of quality and decline of innovation. And it’s easy to assume that globally distributed production will hum along more smoothly than it often does in practice: however strong the planning, some of those shipping containers will be opened to reveal damaged or substandard goods, and some of them won’t have the number or variety of goods a company needs at that very moment. “All you need is to have to hire one or two 747s a couple times to get product here in a hurry,” says Shook, “and you lose those savings.”
Thomas Mayor, a senior adviser with Booz & Company who specializes in manufacturing strategy, says that in industry after industry, he is seeing the same kind of reassessment GE has made. When asked about the value of the original rush offshore, Mayor laughs.
“Twelve years ago, I saw a lot of boards of directors and senior executives saying, ‘Three years from now, I’m going to be sourcing $4 billion in product from China. Go figure out how to make it happen.’ ” Part of the rationale, from the start, was merely to gain a foothold in the Chinese market. And for many companies, that made sense, at least to some extent. “But if you press them on their savings by sourcing from China for North America, I get stories like ‘Oh, I asked about that six months ago. I had five finance guys working on it, and they couldn’t come up with any savings.’ At the end of the day, they say, ‘If we were doing this for the U.S. market, we should never have gone to China in the first place.’ ”
GE is not alone in moving the manufacture of many of its products back to the U.S. The transformation under way at Appliance Park is mirrored in dozens of other places, with Whirlpool bringing mixer-making back from China to Ohio, Otis bringing elevator production back from Mexico to South Carolina, even Wham-O bringing Frisbee-molding back from China to California. The Boston Company published a paper in May on ways for investors to capitalize on the U.S. factory revival. ISI Group, an investment-research company, put out a 98‑page report in August, piling up reasons for the return of a strong U.S. industrial sector. Nancy Lazar, who co-authored the ISI Group report, says, “This is the beginning of a manufacturing renaissance. I’ve been saying this since 2009. Even the industrial companies told me I was crazy. Why are they telling me I’m crazy? Because they’ve spent the last 15 or 20 years putting the plants outside the U.S. That’s over.”
The recalibration of costs in recent years is one reason, and the competitive benefit of keeping production stateside is another. But the logic of onshoring today goes even further—and is driven, in part, by the newfound impatience of the product cycle itself.
Just a few years ago, the design of a new range or refrigerator was assumed to last seven years. Now, says Lou Lenzi, GE’s managers figure no model will be good for more than two or three years. This phenomenon is not limited to GE. The feverish cycle of innovation and new products beloved in the electronics world has infected all kinds of consumer categories. Products that once seemed mature—from stoves to greeting cards—are being reinvigorated with cheap computing technology. And the product life cycle is speeding up—many goods get outflanked by “smarter” versions every couple of years, or faster.
Factories take a while to settle into a new product, a new design. They face a learning curve. But models that have a run of only a couple years become outdated just as the assembly line starts to hum. That, too, makes using faraway factories challenging, even if they are cheap.
It is not, in fact, your mother’s refrigerator anymore. The highest-end French-door fridge being made at Appliance Park retails for $3,099. Its auto-fill water spigot is unique, and it is lit inside by 10 recessed LED bulbs that use almost no energy, create almost no heat, and never burn out.
The addition of high-tech components to everyday items makes production more complicated, and that means U.S. production is more attractive, not just because manufacturers now have more proprietary technology to protect, but because American workers are more skilled, on average, than their Chinese counterparts. And the short leap from one product generation to the next makes the alchemy among engineers, marketers, and factory workers all the more important.
One key difference between the U.S. economy today and that of 15 or 20 years ago is the labor environment—not just wages in factories, but the degree of flexibility displayed by unions and workers. Many observers would say these changes reflect a loss of power and leverage by workers, and they would be right. But management, more keenly aware of offshoring’s perils, is also trying to create a different (and better) factory environment. Hourly employees increasingly participate in workplace decision making in ways that are more like what you find in white-collar technology companies.
In late 2008, Dirk Bowman and Rich Calvaruso, both manufacturing managers at Appliance Park, were looking to shake up the place, desperate to keep it relevant. Bowman oversees all manufacturing at Appliance Park. He started there 29 years ago, fresh out of college, as the second-shift foreman on the dishwasher line. Calvaruso has worked for years in manufacturing at GE, and now helps other people at Appliance Park invent and then reinvent their work on the assembly lines.
“The dishwasher line was extremely long,” Bowman says. “It went from the back of the factory to the front, and back again. It was very loud. It was very expensive—each operator was surrounded by parts, a lot of inventory. It was a command-and-control operation.” It was the kind of operation Chinese companies could readily out-compete, and the kind U.S. factory managers were happy to outsource.
Both Bowman and Calvaruso knew something about “lean” manufacturing techniques—the style of factory management invented by Toyota whereby everyone has a say in critiquing and improving the way work gets done, with a focus on eliminating waste. Lean management is not a new concept, but outside of car making, it hasn’t caught on widely in the United States. It requires an open, collegial, and relentlessly self-critical mind-set among workers and bosses alike—a mind-set that is hard to create and sustain.
In the simplest terms, an assembly line is a way of putting parts together to make a product; lean production is a way of putting the assembly line itself together so the work is as easy and efficient as possible.
“We thought, ‘We gotta try something new,’ ” says Bowman. “ ‘We have to be competitive.’ ” Calvaruso put together a group that included hourly employees and told it to completely reimagine dishwasher assembly. The group was given this crucial guarantee: regardless of the efficiencies it created, “no one will lose their job because of lean.”
So the dishwasher team remade its own assembly line. It eliminated 35 percent of the labor.
What happened to the workers who were no longer needed for dishwasher assembly? Bowman and Calvaruso created another team and asked them to pick a dishwasher part they thought Appliance Park should, once again, be making itself. The team picked the top panel of the door—appliance people call it the “dishwasher escutcheon.” It’s the part you grab to open and close the dishwasher, where all the controls and buttons are. If you use a dishwasher, you touch the escutcheon.
“The escutcheon is a high-interface part with the consumer,” says Bowman. “We wanted to control the quality. We can deliver it more easily right here. And we actually thought we could do it cheaper.” And now they do.
That’s how the outsourcing cycle starts to turn. Once you begin making the product itself, you get the itch to make the parts, too.
The dishwasher’s initial assembly-line redesign was a primitive version of lean. The full-blown, sophisticated version has spread across Appliance Park, into the work of the engineers, the designers, the salespeople, the bosses. Another team took a design for a new dishwasher into a room and pulled it apart. As originally designed, the door had four visible screws. The marketing people on the team wanted the door to have no visible screws—they wanted it iPhone-sleek. The operators loved that idea—four screws is a lot of assembly-line work. The engineers and designers came up with a design that holds the door together with one hidden screw and a rod.
“It’s easier to assemble,” says Calvaruso. “It’s cheaper. And the fit, feel, and finish are better.”
If the people who design dishwashers sit at their desks in one building, and the people who sell them to retailers and consumers sit at their desks in another building, and the people who make the dishwashers are in a different country and speak a different language—you never realize that the four screws should disappear, let alone come up with a way they can. The story of the four disappearing screws on that dishwasher door is why Jeffrey Immelt has the confidence to spend $800 million to bring Appliance Park back to life.
At the public event in September, Immelt captured the lessons of the new Appliance Park. “I think the era of inexpensive labor is basically over,” he said. “People that are out there just chasing what they view as today’s low-cost labor—that’s yesterday’s playbook.”
GE is rediscovering that how you run the factory is a technology in and of itself. Your factory is really a laboratory—and the R&D that can happen there, if you pay attention, is worth a lot more to the bottom line than the cost savings of cheap labor in someone else’s factory.
Outsourcing and the disappearance of U.S. factory jobs were the result of what often seemed like irresistible market forces—but they were also the result of individual decisions, factory by factory, spreadsheet by spreadsheet, company by company.
Appliance Park will end this year with 3,600 hourly employees—1,700 more than last year, an increase of more than 90 percent. The facility hasn’t had this many assembly-line workers in a decade. GE has also hired 500 new designers and engineers since 2009, to support the new manufacturing.
GE’s appliance unit does $5 billion in business—and today, 55 percent of that revenue comes from products made in the United States. By the end of 2014, GE expects 75 percent of the appliance business’s revenue to come from American-made products like dishwashers, water heaters, and refrigerators, and the company expects that its sales numbers will be larger, as the housing market revives.
What’s happening in factories across the U.S. is not simply a reversal of decades of outsourcing. If there was once a rush to push factories of nearly every kind offshore, their return is more careful; many things are never coming back. Levi Strauss used to have more than 60 domestic blue-jeans plants; today it contracts out work to 16 and owns none, and it’s hard to imagine mass-market clothing factories ever coming back in significant numbers—the work is too basic.
Appliance Park once used its thousands of workers to make almost every part of every appliance; today, every component GE decides to make in Louisville returns home only after a careful calculation that balances quality, cost, skills, and speed. Appliance Park wants to make its own dishwasher racks, because it can, and because the rack is an important part of the dishwasher experience for customers. But Appliance Park will likely never again make its own compressors or motors, nor is it going to build a microchip-etching facility.
And of course, manufacturing employment will never again be as central to the U.S. economy as it was in the 1960s and ’70s—improvements in worker productivity alone ensure that. Back in the ’60s, Appliance Park was turning out 250,000 appliances a month. The assembly lines there today are turning out almost as many—with at most one-third of the workers.
All that said, big factories have a way of creating larger economies around them—they have a “multiplier effect,” in economic parlance. Revere Plastics Systems, one of GE’s suppliers, has opened a new factory just 20 minutes north of Appliance Park, across the Ohio River in Indiana, and has 195 people there working in three shifts around the clock. The manufacturing renaissance now under way won’t solve the jobs crisis by itself, but it could broaden the economy, and help reclaim opportunities—and skills—that have been lost across the past decade or more.
It’s possible that five years from now, everything will have unraveled—that the return of factory jobs will have been a temporary blip, that Appliance Park will be closed. (Business practices, after all, are prone to fads.)
But that doesn’t seem likely. Bringing jobs back to Appliance Park solves a problem. It is sparking a wave of fresh innovation in GE’s appliances—every major appliance line has been redesigned or will be in the next two years—and the experience of “big room” redesign, involving a whole team, is itself inspiring further, faster advances.
In fact, insourcing solves a whole bundle of problems—it simplifies transportation; it gives people confidence in the competitive security of their ideas; it lets companies manage costs with real transparency and close to home; it means a company can be as nimble as it wants to be, because the Pacific Ocean isn’t standing in the way of getting the right product to the right customer.
Many offshoring decisions were based on a single preoccupation—cheap labor. The labor was so cheap, in fact, that it covered a multitude of sins in other areas. The approach to bringing jobs back has been much more thoughtful. Jobs are coming back not for a single, simple reason, but for many intertwined reasons—which means they won’t slip away again when one element of the business, or the economy, changes. |
|